
Finitura delle superfici
La finitura della superficie sulla quale avviene il contatto dinamico con la guarnizione è di vitale importanza per il corretto funzionamento della tenuta.
Su tale superficie non sono ammessi graffi, scanalature, porosità o segni di lavorazione eccentrici o a spirale. La superfice dove andrà a lavorare la guarnizione dovrà avere un profilo con minori asperità possibili, e dai valori di rugosità controllati.
La rugosità delle superfici ha infatti effetti significativi sull’attrito, sull’usura e sulla vita funzionale della guarnizione stessa; lo scopo di una buona finitura è quello di ottenere una superficie che causi meno usura possibile alla guarnizione.
Per esempio, ad elevate pressioni di esercizio, il film d’olio tra la guarnizione e la superficie di tenuta è molto sottile, e l’attrito è perciò elevato. In queste condizioni di lavoro è opportuno prediligere una finitura superficiale con bassa rugosità.
Molti cataloghi di guarnizioni indicano valori di rugosità di riferimento, ma a quale tipo di rugosità ci si riferisce il valore indicato? Quale è il tipo di finitura superficiale che garantisce il miglior risultato?
Le designazioni comunemente utilizzate per descrivere la micro-finitura superficiale sono Ra, Rt, Rz e sono definite nella normativa ISO 4287/1.
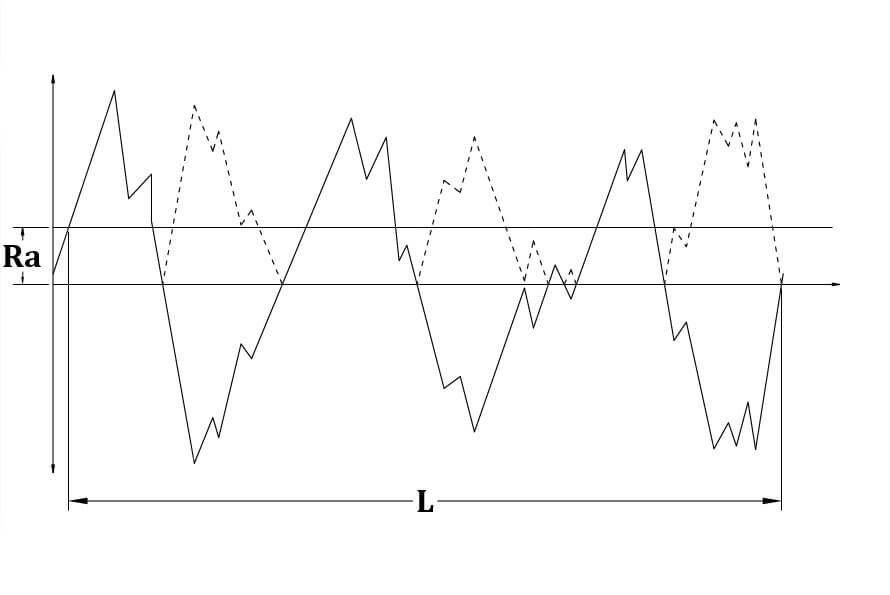
Per semplificare, immaginiamo il profilo della nostra superficie come una linea frastagliata, ove sono presenti picchi e valli.
- La rugosità media, denominata Ra e misurata in µm, viene calcolata come il valore medio delle variazioni del profilo rispetto alla sua linea mediana, calcolata per una determinata lunghezza di riferimento (L).
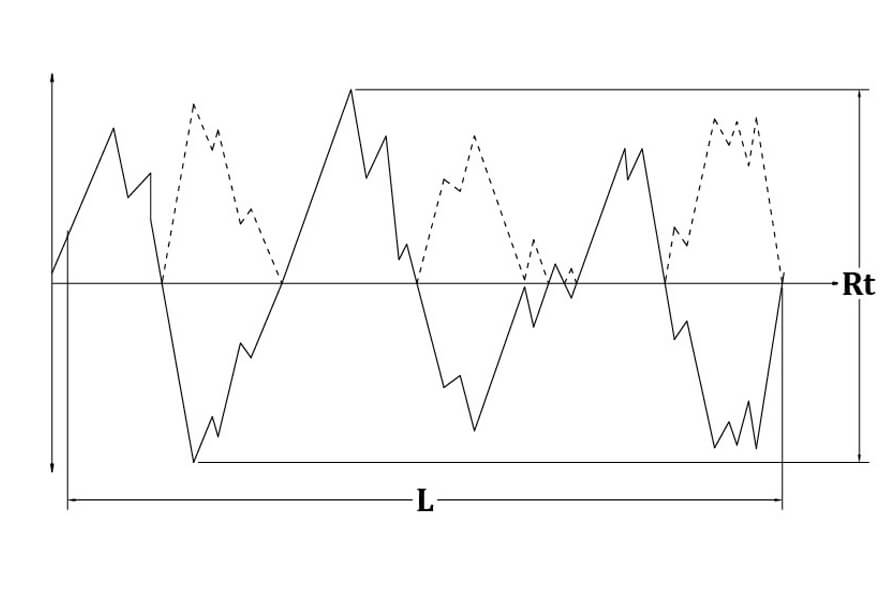
- La rugosità superficiale può essere espressa anche come grado di rugosità massima (Rmax), denominata Rt e definita dalla distanza tra il picco massimo delle irregolarità e la gola più profonda sulla stessa lunghezza di riferimento.
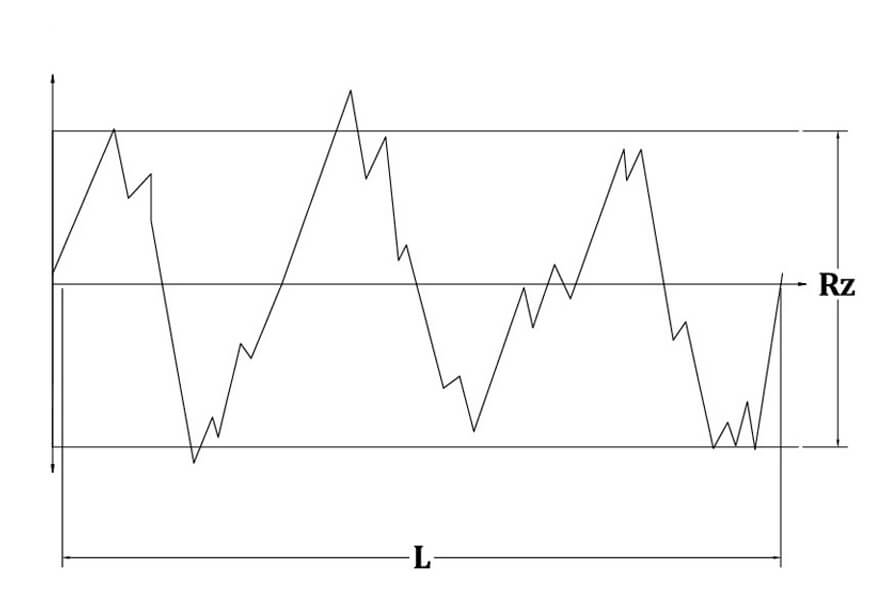
- La Rz è il valore della distanza tra due rette parallele alla linea media, tracciate ad una distanza pari alla media dei 5 picchi più alti e alla media delle 5 valli più basse nell’intervallo di lunghezza L.
Le rugosità Ra, Rt ed Rz si misurano con la stessa unità di misura, ed indicano valori significativi nel determinare il grado di finitura superficiale ideale richiesto per l’uso di un certo tipo di guarnizione.
Per rispondere alle domande che ci siamo posti, bisogna chiarire che quando si parla di “rugosità” ci si riferisce sia alla “forma” che alle dimensioni delle irregolarità presenti sulla superficie, ma mentre le dimensioni delle irregolarità si possono misurare, appunto, tramite Ra, Rt ed Rz, la “forma” si può descrivere solo empiricamente.
I valori di Ra, Rt ed Rz, quindi, non sono purtroppo sufficienti a valutare l’idoneità di una superficie all’uso di guarnizioni: è infatti molto importante considerare anche l'area di contatto dinamico Mr (Rif.ISO4287/1), ovvero la percentuale di superficie in contatto tra guarnizione e superficie di scorrimento.
Tipo profilo |
Rz |
Ra |
Mr |
|
|
Prof. 1 |
|
1,0 |
0,1 |
70 % |
|
Prof. 2 |
|
1,0 |
0,2 |
15 % |
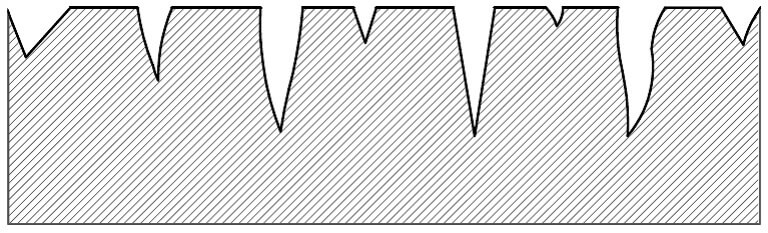
L’illustrazione qui sopra riportata mostra in maniera semplificata due profili superficiali di esempio.
Entrambe presentano valori simili di Ra ed il medesimo valore di Rz, ma appare evidente come il profilo 1 presenta migliore rapporto guarnizione/superficie di contatto (Mr=70%).
Con l’obiettivo di ottenere una superficie che causi meno usura possibile alla guarnizione, ottimizzandone il life-time, è necessario che l’area di contatto Mr abbia un valore pari ad almeno il 50-70%.